

Simpleng proseso ng paggawa ng mga bolang bakal
Ball blank forming → singsing na pag-aalis → magaspang na paggiling → malambot na paggiling → ball blank forming → makinis na bola (o pag-file → malambot na paggiling) → matigas na paggiling → pinong paggiling → precision grinding (o polishing) → ultra precision grinding.
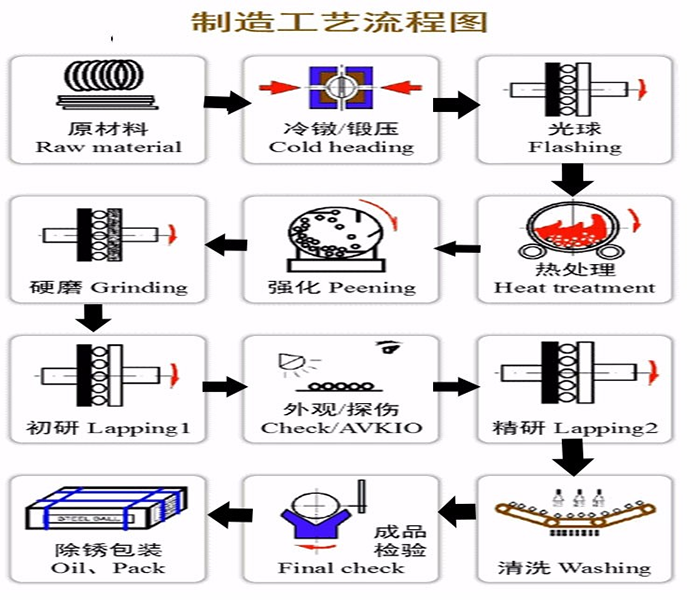
Detalyadong proseso ng produksyon ng mga bolang bakal
1. Wire drawing: Iunat ang wire sa nais na diameter gamit ang wire drawing machine;
2. Cold heading (forging): Ilagay ang hinila na kawad sa isang steel ball cold heading machine, at gamitin ang steel die sa loob ng machine para i-forge ito sa isang ball blank;
3. Lightball: Dalawang cast iron grinding ball circular plates sa loob ng lightball machine pindutin at ihain ang malamig na heading embryo upang alisin ang panlabas na singsing at dalawang poste sa embryo;
4. Malambot na bola: Dalawang cast iron grinding ball circular plates sa loob ng soft ball machine ay naghain ng light ball embryo upang durugin ito sa kinakailangang diameter ng bola at pagkamagaspang sa ibabaw;
5. Heat treatment: Ilagay ang bola sa isang heat treatment furnace, i-carburize ito, i-quench ito, at i-temper ito upang bigyan ito ng isang tiyak na carburizing layer, tigas, tigas, at pagdurog na load;
6. Matigas na paggiling: Ang grinding wheel disc sa loob ng grinding machine ay pinipindot at gilingin ang heat-treated ball na blangko upang alisin ang itim na oksido na layer sa ibabaw ng bola at itama ang katumpakan ng bola;
7. Precision grinding/polishing cleaning: Precision grinding: Gilingin ang grinding ball embryo sa precision grinding machine upang makamit ang kinakailangang katumpakan at kinis ng tapos na produkto;
Pagpapakintab at paglilinis: Ibuhos ang bola sa polishing drum at paikutin ito, pagkatapos ay linisin ang spherical surface gamit ang polishing cleaning agent at tubig upang gawin itong malinis at makintab;
8. Pagpili ng hitsura: Gumamit ng manu-manong visual na inspeksyon upang suriin kung may mga depekto sa ibabaw ng bolang bakal, at gumamit ng micrometer para sukatin ang tunay na bilog, pagkakaiba-iba ng batch diameter, at gumamit ng surface roughness meter para makita ang pagkamagaspang sa ibabaw bilang panghuling inspeksyon;
9. Pag-iimpake: Pahiran ang mga bolang bakal/mga bolang hindi kinakalawang na asero/mga bolang bakal na may dalang panlaban sa kalawang at ilagay ang mga ito sa mga karton na kahon o mga habi na bag.
Sa pag-unlad ng teknolohiya, ang pangangailangan para sa malalaking heavy-duty na bearings sa industriya ng pagmamanupaktura ng kagamitan ay higit na tumaas sa mga tuntunin ng dami at kalidad, at ang mga kinakailangan para sa dami at kalidad ng pagsuporta sa malalaking bearing steel ball ay kailangan ding dagdagan. Ang pagkakaiba-iba ng diameter ng steel ball batch ay dapat maliit, ang gaspang sa ibabaw ng steel ball ay dapat maliit, ang katumpakan ay dapat mataas, at ang pagkakaiba sa pagitan ng core hardness at surface hardness ng steel ball ay dapat maliit. Ang diameter ng malalaking bearing steel ball ay umabot na sa 150MM-200MM.
Ang proseso ng pagmamanupaktura ng malalaking bearing steel ball ay naiiba sa karaniwang mga pagtutukoy. Ang sumusunod na paghahambing ay ginawa:
1. Proseso ng paggawa ng malalaking bearing steel ball:
Pagputol - Forging - Pagsusupil - Pagpoproseso ng Pagliko - Paggamot ng init - Hard Grinding - Paunang Pananaliksik - Precision Research;
2. Proseso ng paggawa ng ordinaryong pagtutukoy na may mga bolang bakal:
Wire drawing - Cold heading - Light ball - Soft ball - Heat treatment - Hard grinding - Fine grinding;
Proseso ng paggawa ng mga imported na bearing steel ball
1) Mga kagamitan sa paggawa gamit ang mga imported na bearing steel ball
2) Una, i-jog ang hydraulic cylinder para isulong ang grinding plate hanggang sa mailagay ang bearing steel ball sa pagitan ng dalawang grinding plate.
3) I-install ang saksakan ng bola at panatilihin ito sa isang maluwag na estado. Isulat ang spindle upang punan ang espasyo sa pagitan ng dalawang grinding plate na may mga bolang bakal, at ayusin ang saksakan ng bola sa
Ang talim ng pagkolekta ng bola ay mahigpit na nakakabit sa dulong mukha ng grinding plate (o grinding wheel) at nakakabit sa ball outlet. Sa puntong ito, ipinapayong ilapat ang presyon sa dalawang grinding plate upang himukin ang chromium steel ball upang paikutin.
4) Isara ang proteksiyon na takip, simulan ang pump ng tubig, simulan ang tray ng materyal, at simulan ang pangunahing baras.
5) Ayon sa mga gawi sa proseso ng bawat pabrika, ayusin ang bilis ng spindle at materyal na tray, at ayusin ang dami ng mga bola upang matiyak na ang mga bolang bakal sa bawat uka ng guide plate ay pantay na ipinamamahagi
Uniformly distributed at hindi magkakapatong.
6) I-adjust ang grinding pressure, i-on ang pressure switch sa operation panel sa bukas na posisyon, ayusin ang pressure increase valve sa hydraulic station panel, at itaas ito
Tukuyin ang presyon at i-lock ito sa bawat pabrika, at bigyang pansin ang hydraulic system upang mapanatili ang presyon sa panahon ng pagsisimula.
7) Sa ilalim ng normal na kondisyon sa pagtatrabaho, kinakailangang regular na obserbahan ang katayuan ng operasyon, presyon, at maayos na pagpasok at paglabas ng host.
8) Kapag ang bakal na bola ay umabot sa tinukoy na laki at kalidad ng ibabaw, bawasan muna ang working pressure, at pagkatapos ay pindutin ang main stop button.
9) Ihanda ang lalagyan para alisin ang bearing steel ball.